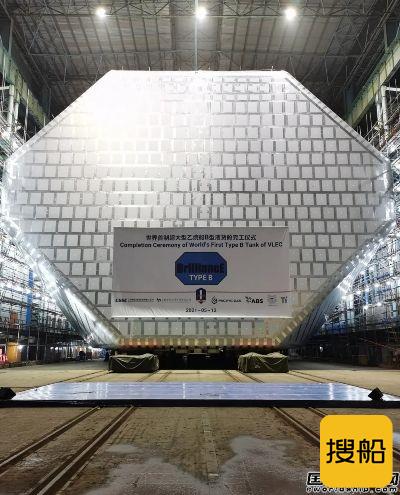
9月19日,全球最大舱容99000立方超大型乙烷运输船(VLEC)3号、4号B型液货舱在中国船舶集团旗下江南造船成功整吊到位,此次吊装是该系列船的第二艘船的液舱吊装。
江南造船自主研发的“BrilliancE”B型舱为“全球首制”,首字母“B”表示按照国际散装液化气规则(IGC)中定义的B型舱,是有别于A型舱、C型舱和薄膜舱的一种新型液化气围护系统。
大写字母“E”表示这种B型舱只要适用于装载乙烯(Ethylene,-104°C)和乙烷(Ethane,-89°C)。
这新型液化气围护系统都有哪些特点呢?

“来之不易”的B型舱
对江南造船来说,A型舱和C型舱的设计和建造技术已炉火纯青。
A型舱装载液货的温度高于-55℃,其外围的船体结构作为完整的次屏壁,主要用于液化石油气(LPG)运输;C型舱属于压力容器,因为其“皮厚”,无需次屏壁,但在船体内的空间利用率低,其舱容的大型化受到自身结构重量的限制。
菱形结构的B型舱通过设置部分次屏壁实现微量泄漏保护,采用严谨的结构分析计算和多重安全监测系统确保其运营安全,船体结构无需采用耐低温材料,液舱形状和装载率不受任何限制、船体内部的空间利用率高等诸多优势。
随着美国页岩气,特别是国内高分子化工行业的重要原料——乙烷的需求量激增,VLEC成为海上大宗运输液化乙烷的最佳选择,而且液货围护系统的核心技术完全自主可控。
国际散装液化气规则(IGC)中B型舱的设计理念是源自五十年代从航空和石油行业发展起来的断裂力学分析的基本原理“泄漏先于失效(Leakage Before Failure)”,因此B型舱的设计既要满足严谨的断裂力学,又具有很大的宽泛性,再则B型舱的研制又和船厂的建造工艺水平密切相关,总之B型舱的研制并非易事,是“理论和实际”密切融合的实践性的科学。
此前唯一一个有实际应用实绩的菱形B型舱技术专利为日本联合造船(JMU)垄断。
江南依托国家工信部课题和公司重大科研专项,巧妙地融合了A型舱结构的技术优势、球罐型B型舱的次屏壁和绝缘结构以及成熟的C型舱5%镍钢的焊接技术和工艺,对菱形B型舱围护系统的关键技术开展了长达近8年的研发技术攻关和工程试验验证工作,并应用此项技术同步开发了99000立方超大型乙烷运输船。
凭借此型船的优异性能、可靠灵活的围护系统,江南造船于2019年和2020年成功承接了四艘VLEC的订单。
在研发设计过程中,突破“数值分析”和“试验验证”两项关键技术至关重要。
B型舱所采用的容限损伤设计方法和试验验证技术是目前气体船船型研发中最为复杂的。
研发团队立足独立自主的研发思路,针对B型舱的总体布局、结构、绝缘、次屏壁等核心技术开展专项攻关,自主研发设计完成了一整套具有完整知识产权的“BrilliancE”型围护系统,申报了三十余项专利;为了实现B型舱工程化应用,研发团队围绕生产做设计,严格按照IGC规则和美国船级社(ABS)的相关规范进行了精准地仿真分析、科学化试验和规范化验证相结合,全面覆盖了强度、热应力、疲劳裂纹扩展、泄漏评估等,设计方案和评估报告得到了船东和船级社的认可,并获得了主管当局美国海岸警卫队(USCG)认可。
99000立方米VLEC副总工艺师周清华介绍。
B型舱是一种全新的设计、采用全新的新材料以及比A型舱严格得多的工艺工法和质量标准,其实际建造难度大幅增加,整个施工过程充满挑战。
如何实现高效率、高质量建造,需要在工艺、工法、工装和品控等方面革新突破。
“在首制舱制造前,我们通过1:1模拟舱建造,相继完善、固化了施工工艺和焊接规程,优化了施工流程和工法等工作,为后续液货舱的节拍化建造提供了有力保障。
至今已建立了一套满足规范要求,可用于实船建造检验的B型舱建造标准,获得了船东和船级社的认可,该标准未来将向“国标”进军。
”B型舱总建造师蒋淮介绍。
“难伺候”的钢材

因为液化气装载-104°C的低温要求,B型舱选用了5%镍钢,这是一种“挑食”的钢材,只有特种焊材符合它的“胃口”,而且为了提质增效,B型舱创新地采用了混合气体保护焊和埋弧焊等高效焊接方式,这对于江南的电焊工来说是首次尝试,“怎么焊”也成为了项目团队面前一座大山。
“实心不锈钢焊丝的焊接手势和以往的焊接药性焊丝也不同,从‘拉’变成了‘推’,很多焊工都不适应,而且它对焊机和导嘴都很‘挑’,为此我们做了很多次试验,焊工付出了很多“焊”水。
”江南重工高级技师陈惠东介绍。
项目团队更是为5%镍钢量身打造了专用焊接工艺标准和操作规程,并为焊工们准备了上岗前的两道难关:“严苛”的培训考证和“残酷”的模拟实操。
关卡难度之高让半数选手都“回炉重练”。
“虽然过程很艰难,但我们还通过一次次摸索找到了最优的焊接方法,也锻炼出了一批5%镍钢焊接高手。
”B型舱副总工艺师皓庆说道,诚如他所说,从拍片合格率从模拟件的仅有60%到实际产品的超过97%,正是这样的精心准备和谨慎态度,为“挑食”的5%镍钢选出了最适合它的“饭菜”和“厨师”。
“焊”起来难,“变”起来更难。
与常规钢板和C型舱中厚度的5%镍钢板不同,B型舱围护系统所用的5%镍钢薄板极其“娇气”,火工矫正,对这种耐低温的钢材可谓是“灭顶之灾”,一不小心就会造成舱体破裂。
不能火工,就意味着变形控制要做到极致,为了避免薄板出现较大的变形,建造团队灵活采用了“土办法”有效地控制了焊后变形,对攻克5%镍钢焊接难关发挥了很大的作用。

此外,焊接工艺和焊接顺序也至关重要。
B型舱无法像A型舱可以单面焊双面成型,它需要通过双面焊接。
这样一来,为了让焊材和母材更为匹配,不同位置就需要不同的焊接方式。
“就拼板来讲,我们要采用双面自动焊、单面自动焊单面仰焊、单面气保焊单面手工焊、双面气保焊等多类焊接方式。
” B型舱焊接副总工艺师赵立刚介绍,这种“因材施教”,让焊接质量以及焊接效率都得到了保证,也让这种“娇气”的钢材能够“以不变应万变”。
为了确保建造过程中焊接质量全面可控,项目团队采用了数据焊接管控模式,通过数字化技术,人机管控5%镍钢的焊接质量,实现低应力制造、每一道焊缝实名可追溯、进一步降低焊工技能要求和缺陷风险,实现了不同种类的高效焊接方法的效率比传统手工焊提升2倍以上。
“在焊缝质量自检过程中,采取上下道工序的互检制度,强化工艺培训,严格现场实操质量监督,做好了每条焊缝分类分级检查,关键焊接区域实现了焊接探伤合格率100%,做到了让船东船检省心放心。
”B型舱总质量师荀益本介绍。
“特殊”的绝缘系统
项目团队针对B型舱的特性采用了复杂的板式绝缘而非施工相对简单、A型舱的喷涂式绝缘,这也是液货围护系统的重要组成部分。
“每个舱的绝缘有6500多块不同形状的绝缘板组成,且舱体顶部斜面角度大,高度高,安装难度大、危险系数高。
如何将绝缘板运送到正确的安装位置,确保每一块绝缘板的正确安装,是本项目施工的关键。
”B型舱总工艺师苏晓鸣介绍。
项目团队会同绝缘厂商在前期进行了三维数字建模分解并用二维码对每一块板进行了单一身份识别,实现了全流程的智能管理和跟踪,同时进行大量研究、分析和模拟等工作。
同时在绝缘预留方面也做到了极致,建造团队量身定制了特殊工装,制订了详细的施工保障计划,设立临时中转区等,大幅缩短安装周期,同时也做到了B型舱零预留底部绝缘。
液舱建造主管常剑介绍。
“高难度”的驳运&吊装
绝缘安装难度大、施工时间长、环境要求高,为此, B型舱从总组平台转场到室内船台,这对于驳运、吊装团队来说,堪称“挑战不可能”。
室内船台在完成搭设脚手架之后,B型舱两侧剩下的通道甚至容不下一个成年人转身;同时液舱的长度与江南大道至跨间门口的宽度相比相差小,大件驳运团队总说他们这是“螺蛳壳里做道场”。
做完绝缘之后的B型舱更加要小心翼翼,考虑到B型舱重量几乎接近大型龙门吊的极限安全吊重,单靠其本身的鞍座,不足以作为全部的顶升受力点,还需要预留绝缘修补点。
经过多次方案优化,预留点从70多个降到30个,节省了一半以上的时间。


绝缘修补结束后,保进度的压力就转移到了吊装技术团队。
此次吊装恰逢中秋假期,任务安排的满满当当。
此前的驳运也因为受到了台风的影响,周期更加紧张。
B型舱舱体两侧的坡度大增加了吊装挂钩时的难度。
经过前期精心策划,并应用公司“一次到位(OTS)”的成熟技术,B型舱的吊装就位、落座、匹配收钩时间大幅度缩短,从以往的到5、6个小时压缩至45分钟完成。

目前,99000立方米VLEC 首制船虽然已经下水,后续还有艰巨的保交船任务。
“BrilliancE”B型舱围护系统设计建造的突破实现了中国船企在关键核心技术上的自主可控。
也正是江南人这种“充满自信的创新”精神驱动着百年江南这样的传统造船企业在数字化和低碳化转型的路上勇往直前!